I. INTRODUCCIÓN
El desarrollo de vehículos eléctricos respetuosos con el medio ambiente con alta eficiencia, ahorro de energía, bajo nivel de ruido y cero emisiones se ha convertido en una tendencia inevitable en el desarrollo de la industria automotriz nacional e internacional. Todos los países del mundo han establecido objetivos para el desarrollo de vehículos eléctricos. China producirá y venderá 5 millones de vehículos eléctricos en 2020. La participación en las ventas de vehículos eléctricos alcanzará el 7%-10% en 2020, el 15-20% en 2025 y más del 50% en 2030.
El interruptor de encendido puede controlar y conmutar automáticamente, y suministrar energía al sistema de gestión de la batería para garantizar el funcionamiento normal del sistema de gestión de la batería durante el funcionamiento y la carga del
vehículo eléctrico . El voltaje de alimentación es de aproximadamente CC 40 V-60 V. Los vehículos eléctricos con arranques, aceleraciones y desaceleraciones frecuentes generarán una gran corriente. Por lo tanto, el interruptor de encendido del vehículo eléctrico debe soportar un rango de corriente de varios amperios a más de 1000 amperios. Español: Vida eléctrica general: por debajo de 2A-10A la corriente necesita cumplir con los ciclos de vida de más de 100.000 alrededor de 300A necesita varios cientos. prueba de capacidad de corte: es necesario cortar la corriente varias docenas de ciclos de vida por debajo de 1000A-2000A, y el interruptor puede romperse normalmente. Para el material de contacto utilizado en el interruptor de potencia, no solo tiene buena conductividad eléctrica, sino que también tiene buena resistencia al desgaste, mejor resistencia a la soldadura, baja dureza, arco pequeño, etc. Este documento presenta el material de contacto utilizado en el interruptor de potencia del vehículo eléctrico.
El material AgMeO se utiliza en el interruptor de potencia del vehículo eléctrico debido a su buena conductividad eléctrica, no es fácil de oxidar y la estabilidad del material. Según la retroalimentación del mercado, los materiales comunes de AgMeO tienen las siguientes ventajas y desventajas:
A. Material AgSnO₂
El material AgSnO₂ tiene buena resistencia a la soldadura y al desgaste, y la tendencia a formar picaduras de arco bajo la acción del arco es muy débil. Por lo tanto, se utiliza ampliamente en sistemas de gestión de funciones de relés de automóviles, como luces de dirección y asientos. En interruptores de vehículos eléctricos, el material AgSnO₂ disponible en el mercado ofrece un buen rendimiento eléctrico con corrientes inferiores a 500 A, pero es fácil de soldar con corrientes cercanas a 1000 A. La mayoría de los fabricantes
de materiales de contacto mejoran su rendimiento incrementando el contenido de óxido, lo que resulta en una alta resistencia volumétrica, alta temperatura, alta dureza e incluso afecta los requisitos de ruido de los automóviles; la soldadura se mantiene a 1000 A.
B. Material AgZnO
La estabilidad térmica de ZnO es mayor que la de CdO, y su punto de fusión es de 1795 °C. Generalmente se considera que el material AgZnO tiene excelente resistencia a la soldadura, corrosión por arco y resistencia baja y estable 3. El material puede cumplir con el requisito de 1000A alrededor de 60 ciclos en el interruptor del vehículo eléctrico, y el tiempo de arco es obviamente más corto que el del material AgSnO₂, pero la soldadura ocurre alrededor de 300A. Los fabricantes de contactos intentan mejorar el rendimiento de la interrupción agregando materiales frágiles para reducir la resistencia de la interfaz. El efecto no es significativo y el tiempo de arco aumenta considerablemente.
C. Material AgCuO
El óxido de cobre tiene alta estabilidad, buena unión con la interfaz de matriz de plata, el material tiene buena resistencia a la soldadura y puede cumplir con las necesidades de 1000A o más. Sin embargo, debido a la descomposición de CuO bajo la acción del arco, se produce la conductividad débil de Cu2O. Es fácil que se forme una película de óxido en la superficie de contacto, lo que aumenta su resistencia y conlleva el riesgo de aumento de temperatura o falta de conducción.
Por lo tanto, los materiales de contacto disponibles en el mercado presentan riesgos potenciales de calidad en el uso de interruptores de potencia para vehículos eléctricos. Los fabricantes de contactos están realizando investigaciones de actualización para cumplir con los altos requisitos de fiabilidad y calidad de los interruptores de potencia para vehículos eléctricos. Este artículo presenta un material de óxido de plata y estaño que satisface la demanda del mercado.
II. MATERIAL DE CONTACTO AgSnO₂ PARA INTERRUPTORES DE POTENCIA
Este documento presenta principalmente un material de contacto común para tableros de distribución de suministro de energía de baja velocidad. El voltaje es de 50 V-60 V. Su corriente de servicio mínima es de 2 A. Las otras clases de corriente son aproximadamente 20 A, 100 A, 200 A, 300 A. La corriente de vida de corte es de 1000 A-2000 A.
A. Introducción de la preparación del material y propiedades físicas
Composición del material: El contenido de Ag es de aproximadamente el 88 % en peso, el resto es MeO. El MeO es principalmente óxido de estaño y óxido de indio como fases de refuerzo.
Preparación del material: Primero se alearon los aditivos Ag, Sn e In para formar
material de aleación de plata , luego la aleación se oxidó para ser AgSnO₂, se prensó y se extruyó y luego se obtuvo el material de óxido de plata y estaño con una distribución uniforme y alta densidad. Mediante el dopaje, se generan vacantes de oxígeno para aumentar la concentración de portadores y mejorar la conductividad de los materiales. Las partículas de óxido se engrosan mediante oxidación escalonada, y se adopta una estructura de distribución uniforme para garantizar la estabilidad del material.
B. Propiedades mecánicas de los materiales.
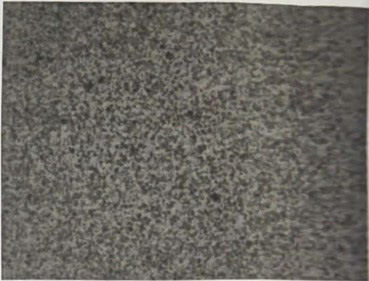
El contenido de óxido de plata e indio en el material mejorado es el mismo que en el material original. Las propiedades físicas y la estructura metalográfica del material mejorado se comparan con las del material original en las Tablas I y Fig.1.
TABLA I COMPARACIÓN DE PROPIEDADES FÍSICAS Y MECÁNICAS
| Nombre |
Densidad g/cm³ |
Resistividad μΩ·cm |
Alargamiento % |
Dureza HV0.3 |
| El material mejorado |
≥9,78 |
2.20-2.30 |
≥20 |
85-95 |
| El material original |
≥9,80 |
2.45-2.60 |
≥18 |
110-120 |
En comparación con las propiedades físicas, el material mejorado presenta baja resistencia y dureza.
En comparación con la estructura metalográfica de la Fig. 1, las partículas oxidadas del material mejorado son más gruesas que las del material original.
El material mejorado 1000X
El material original 1000X
Fig.1 microestructura
C. Rendimiento eléctrico analógico Se fabricaron
Contactos de remache Las especificaciones son las siguientes:
R 3X0,5(0,3)+1,5X1,5,F 3X0,5(0,3)+1,75X1, R
6X1,85(0,6)+3X1,7 y F6X1,9(0,6)+3X3,5.
a) Prueba simulada de vida eléctrica de 20 A
Condición de prueba:
Especificaciones: R 3X0,5(0,3)+1,5X1,5 y F3X
0,5(0,3)+1,75X1
Carga: 40 V 20 A CC
Presión de resistencia: 30 g Espaciado: 1,5 mm
Frecuencia: 1 s encendido 1 s apagado
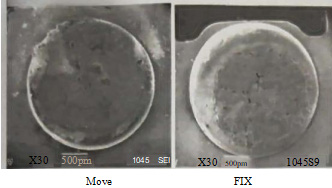
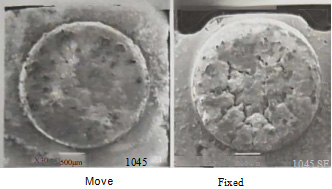
Las estructuras de la superficie del contacto se obtuvieron mediante SEM, hay muchas grietas graves en la superficie del material original.
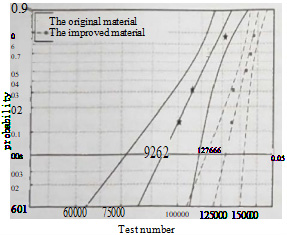
Como se muestra en la Figura 3, la vida útil del material mejorado ha mejorado significativamente: el 95 % del material mejorado es de 163 668 ciclos, equivalentes a 92 397 ciclos del material original.
A baja corriente, la fuerza de soldadura del material mejorado es ligeramente superior a la del material original.
■ Morfología de la superficie
El material mejorado después de 170.000 ciclos de vida
El material original después de 130.000 ciclos de vida.
Fig.2 Morfología de la superficie después de la prueba de vida
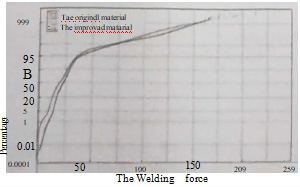
■ Vida eléctrica y fuerza de soldadura
Distribución de Weibull de AgSnO₂ y general
Proceso de oxidación La vida en este Proyecto
(el intervalo de confianza es del 95%)
Fig.3 Curva de Weibull de vida eléctrica
Distribución de Weibull de AgSnO₂ y general
Proceso de oxidación La vida en este Proyecto
(el intervalo de confianza es del 95%)
Fig.4 Curva de Weibull de la fuerza de soldadura
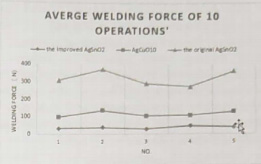
b) Prueba de simulación de fuerza de soldadura de alta corriente de 2000 A.
Materiales de prueba: AgCuO10, AgSnO₂ mejorado y AgSnO₂ original.
Se utilizó descarga capacitiva de 2000 A con una anchura de pulso de aproximadamente 10 ms.
Cada prueba de material consta de cinco grupos, con 10 operaciones de cierre-ruptura por grupo. La fuerza de soldadura de cada operación se midió mediante un sensor al romperse el contacto.
Fig. 5 Fuerza de soldadura promedio a 2000 A
Con una corriente alta de aproximadamente 2000 A, el efecto de mejora del material es bueno y la fuerza de soldadura es menor que la del material AgCuO10.
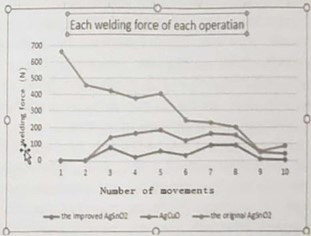
Fig.6 Cada fuerza de soldadura a 2000 A
En las primeras 10 operaciones del mismo punto de contacto, la fuerza de soldadura disminuye con el aumento del número de operaciones.
III. RESULTADOS Y ANÁLISIS
1) La baja resistencia del material reduce la resistencia de contacto del material y mejora el aumento de temperatura del interruptor de encendido en el vehículo eléctrico.
2) Las partículas de óxido grueso obtenidas por el proceso de oxidación a alta temperatura en gradiente no solo mejoran la resistencia de la soldadura de los materiales, sino que también reducen la dureza de los materiales y garantizan los requisitos de ruido para los vehículos de nueva energía.
3) Los datos de rendimiento eléctrico de la prueba de simulación de 40 V 20 A CC: la superficie del material es lisa después de 170.000 ciclos de prueba de vida, y no es fácil formar grietas en la superficie corroída por el arco. Por lo tanto, es mejor mejorar los ciclos de vida y la estabilidad del material. Esto se debe principalmente a la adición de aditivos para mejorar la humectabilidad del óxido y la matriz de plata, que no es fácil de formar grietas y reduce la generación de are secundario.
4) Los datos de la fuerza de soldadura a 2000 A de alta corriente muestran que el material AgSnO₂ mejorado en este proyecto tiene baja fuerza de soldadura, y su resistencia de soldadura es mucho menor que la del material original de óxido de plata y estaño y el material AgCuO10 con buena resistencia de soldadura. En este artículo se presenta el material AgSnO₂. El engrosamiento de las partículas de óxido mejora la resistencia de soldadura de los materiales, y el material contiene fragilidad para mejorar la capacidad de ruptura de los contactos. Al comparar la fuerza de soldadura de AgCuO10 con la de AgCuO10 bajo una corriente de 2000 A, el material AgSnO₂ mejorado presentado en este artículo puede satisfacer los requisitos de interrupción de alta corriente de 1000 A a 2000 A de los vehículos eléctricos.
IV. CONCLUSIÓN
El contenido de plata es del 88%. La fase de refuerzo es principalmente óxido de estaño y óxido de indio. Se añade una pequeña cantidad de aditivos para mejorar la humectabilidad y la resistencia. Los aditivos Ag, Sn e In se alean primero para formar materiales de aleación de plata, luego se oxidan mediante aleaciones y oxidación en gradiente para obtener partículas de óxido grueso. Luego, mediante recalcado y deformación por extrusión, se obtienen materiales para cables y se preparan contactos de remache de las especificaciones requeridas. Los materiales preparados que se presentan en este documento tienen buena conductividad eléctrica, baja dureza, partículas de óxido grueso, alta densidad y distribución uniforme de la estructura.
Según los datos de prueba de DV 40V 20A y 2000A, el material tiene mejor resistencia a la soldadura que AgCuO10. El material tiene baja resistencia y dureza, y buena humectabilidad. Puede cumplir con los requisitos del interruptor de potencia del vehículo eléctrico, especialmente mejorar la resistencia a la soldadura y garantizar el requisito de impacto de alta corriente de 1000A-2000A.
El material AgSnO₂ que se presenta en este artículo se ha utilizado ampliamente en el mercado. Este material cumple con los requisitos de rendimiento eléctrico de la conmutación de potencia de vehículos eléctricos, desde baja corriente hasta alta corriente. El tiempo de arco de este material AgSnO₂ es mejor que el de los materiales AgSnO₂ y AgCuO, pero no tan bueno como el de los materiales AgZnO, según los datos de las cámaras HD. Por lo tanto, el material también puede optimizarse para reducir el tiempo de arco.
La importancia del trabajo o las aplicaciones y extensiones sugeridas.