En los interruptores automáticos de caja moldeada (MCCB) de alta corriente, un desafío constante es el desprendimiento de los contactos móviles durante las pruebas de vida útil eléctrica o las pruebas de interrupción de alta corriente. En algunos casos, un conjunto de contactos puede superar las comprobaciones rutinarias, como la apariencia de la soldadura, la resistencia al corte y la inspección metalográfica, pero aun así fallar en condiciones de servicio reales. Esta brecha entre la calificación estática y la fiabilidad operativa real ha dificultado la solución del problema para los fabricantes.
Un estudio sobre un
conjunto de contactos móviles de un MCCB de 800 A ofrece una referencia importante. Mediante el rediseño tanto de la ruta de unión como de la estructura de los contactos, el proyecto resolvió con éxito el problema del desprendimiento y logró el rendimiento de vida útil eléctrica requerido. Para los fabricantes de dispositivos de conmutación de alta corriente, proporciona un ejemplo práctico de cómo la innovación de procesos puede mejorar la fiabilidad de las uniones a largo plazo.
¿Por qué se produce la pérdida de contacto?
El sistema de contactos suele describirse como el "corazón" de un dispositivo de conmutación de baja tensión. En un interruptor automático de caja moldeada (MCCB), una vez que el contacto móvil se separa de su soporte, el interruptor deja de funcionar correctamente y la vida útil del producto finaliza.
Desconexión de contacto
Tradicionalmente, los conjuntos de contactos móviles y fijos se unen mediante soldadura por inducción o por resistencia, utilizando un metal de aporte a base de plata. En una inspección estándar, estas uniones pueden parecer aceptables. Sin embargo, el entorno operativo real dentro de un interruptor automático de caja moldeada (MCCB) de alta corriente es mucho más exigente de lo que las pruebas estáticas por sí solas pueden reflejar completamente.
Durante el servicio, el área de contacto puede alcanzar entre 600 °C y 800 °C, mientras que la temperatura de liquidus del metal de aporte de soldadura fuerte a base de plata comúnmente utilizado suele estar entre 680 °C y 720 °C. Esto significa que la temperatura de trabajo puede aproximarse, e incluso coincidir en algunos casos, con el rango de fusión del metal de aporte. Bajo conmutaciones repetidas e interrupciones de alta corriente, la unión está expuesta tanto a altas temperaturas como a los efectos del arco eléctrico. Con el tiempo, el metal de aporte puede fluir gradualmente fuera de la zona de soldadura, reduciendo el soporte en la interfaz y aumentando el riesgo de desprendimiento de los contactos bajo carga mecánica.
Esto ayuda a explicar por qué una unión que parece adecuada en una inspección estándar aún puede fallar durante las pruebas de vida útil eléctrica.
Por qué la cualificación estática no era suficiente
En el estudio, el conjunto de contacto móvil original utilizaba soldadura fuerte por resistencia. La inspección inicial mostró una buena apariencia, una resistencia al corte adecuada y una unión metalográfica generalmente aceptable.
Sin embargo, un análisis más profundo reveló sobrecalentamiento localizado y una distribución desigual del calor. El metal de aporte había migrado hacia un lado de la superficie de trabajo del contacto, lo que indicaba que el mecanismo de unión original no se ajustaba idealmente a las condiciones térmicas de un interruptor automático de caja moldeada de alta corriente. El problema principal no radicaba simplemente en una resistencia de soldadura inicial insuficiente. Se descubrió que una unión dependiente del material de aporte seguía siendo vulnerable al exponerse a temperaturas de servicio reales y a las tensiones relacionadas con el arco eléctrico.
Un método de unión más adecuado
Para abordar el problema de raíz, el estudio sustituyó la soldadura fuerte por soldadura por puntos de resistencia sin material de aporte.
Este enfoque fue viable gracias a que el material de contacto móvil era AgW con una capa de plata en la superficie de soldadura, mientras que el soporte era de cobre. La plata se funde a unos 960 °C y el cobre a unos 1083 °C. En condiciones de soldadura adecuadas, ambos materiales pueden formar una fase de aleación Ag-Cu estable, lo que permite crear una unión metalúrgica directa entre la superficie de contacto con plata y el soporte de cobre.
En lugar de depender de un metal de aporte de menor punto de fusión para mantener la unión, el proceso mejorado creó la unión directamente en la interfaz. Para los interruptores automáticos de caja moldeada de alta corriente, esto ayuda a eliminar el mecanismo de pérdida de material de aporte asociado a las uniones soldadas convencionales.
Optimización de la estructura y del proceso de soldadura
El cambio de proceso no fue la única mejora. También se rediseñó la estructura de contacto.
La superficie de contacto original presentaba un patrón dentado fino, común en la industria. En el diseño mejorado, la superficie de soldadura se modificó para incluir tres nervaduras semicirculares elevadas. Esto contribuyó a aumentar la resistencia de contacto local en la zona de soldadura y permitió que el contacto se incrustara más profundamente en el soporte de cobre durante la soldadura, mejorando así la estabilidad mecánica.
La configuración de soldadura también se optimizó para que coincidiera mejor con las propiedades eléctricas y térmicas del AgW y el cobre. El electrodo superior presionaba el contacto, mientras que dos electrodos inferiores sujetaban los laterales del soporte de cobre. Al ajustar la posición del electrodo inferior, se podía controlar con mayor precisión la trayectoria de la corriente, lo que resultaba en una distribución de calor más equilibrada durante la soldadura.
En conjunto, estos cambios de diseño mejoraron tanto la formación de la interfaz como la resistencia al desprendimiento bajo ciclos de operación repetidos.
Validado mediante pruebas
Las muestras mejoradas mostraron claras ventajas sobre el diseño original de soldadura fuerte.
Tras la soldadura, el contacto y el soporte presentaron una unión estrecha, con un buen contacto interfacial en la mayor parte de la interfaz. El desbordamiento de material en ambos lados fue más uniforme, lo que indica un mejor control del calor durante el proceso. Los valores de fuerza cortante superaron los 6200 N, superiores a los de las muestras originales y muy por encima del estándar requerido.
El análisis metalográfico confirmó una buena unión, y la prueba de pelado mostró una clara transferencia de material: residuos de cobre en el lado de contacto y residuos de plata en el lado del soporte. Esto indicó la formación de una verdadera unión metalúrgica. Un análisis posterior mostró que la zona de soldadura consistía principalmente en Ag y Cu, lo que concuerda con una aleación de plata-cobre.
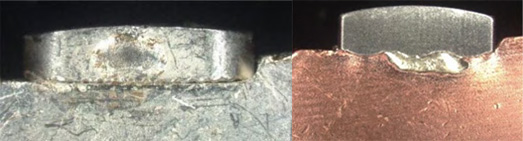
Aspecto original de la soldadura → Aspecto mejorado de la soldadura
Lo más importante es que el diseño mejorado se validó mediante pruebas de vida útil eléctrica. El conjunto de contactos móviles alcanzó la vida útil de diseño requerida para el interruptor automático de caja moldeada (MCCB), la soldadura se mantuvo bien adherida y no se produjo ningún desprendimiento de contactos durante las pruebas.
¿Qué significa esto para la fabricación de interruptores automáticos de caja moldeada de alta corriente?
Este caso pone de relieve una lección importante para la industria eléctrica de baja tensión: superar las inspecciones de soldadura estática no siempre garantiza una fiabilidad operativa real.
Cuando la temperatura de servicio se aproxima al punto de fusión del material de aporte de soldadura fuerte tradicional, incluso las uniones cualificadas pueden volverse vulnerables ante el estrés térmico y eléctrico real. Para los
interruptores automáticos de caja moldeada (MCCB) de alta corriente, mejorar la fiabilidad puede requerir no solo perfeccionar un proceso existente, sino también replantear el mecanismo de unión. Al sustituir la soldadura fuerte por resistencia con soldadura por puntos por resistencia sin material de aporte y optimizar tanto la estructura de contacto como el diseño de la trayectoria de la corriente, el estudio demostró una forma práctica de mejorar la fiabilidad de los contactos móviles en un conjunto de MCCB de alta corriente.
En
Fudar Alloy , creemos que los sistemas de contacto fiables se basan en materiales avanzados e innovación de procesos. En aplicaciones exigentes de interruptores, esta combinación es esencial para una mayor vida útil, una mayor estabilidad y un rendimiento más fiable.
Visite nuestro sitio web para explorar los materiales de contacto de Fudar Alloy o póngase en contacto con nuestro equipo para hablar sobre su proyecto.