Hoy en día, los productos de cuarta generación, con características compactas, modulares, inteligentes y de comunicación, han despertado gran interés en la industria y se enfrentan a un rápido crecimiento.
Como componente esencial de interruptores e instrumentos eléctricos,
los materiales de contacto desempeñan un papel fundamental en la apertura y el frenado de circuitos, así como en la corriente de carga, afectando directamente el rendimiento de los aparatos eléctricos. Por lo tanto, la evolución de los productos eléctricos y electrónicos de baja tensión exige una mejora continua y rápida de los materiales de contacto.
El AgWC se utiliza ampliamente como principal material de contacto móvil en los interruptores automáticos de cuarta generación debido a su capacidad eléctrica mucho mayor en comparación con
el material AgW adoptado en los productos de tercera generación. Además, es el material de contacto móvil con mayor potencial de mejora futura.
Por lo tanto, la mejor solución debería ser mejorar la capacidad antierosión del material AgWC mediante la optimización de su proceso de fabricación. En este trabajo, presentamos dos nuevos tipos de material AgWC fabricados mediante un proceso de fabricación modificado, y se demuestra que la diferencia en la microestructura determina en gran medida su capacidad antierosión.
1. Experiment
- Fabricación de la muestra AgWC40:
En primer lugar, el polvo de esqueleto de AgWC se preparó mezclando polvo de Ag y WC. A continuación, el polvo se granuló y compactó para formar el esqueleto de AgWC. Posteriormente, se realizó la infiltración a los esqueletos presinterizados con una capa de plata en la parte superior. Los productos se volvieron a prensar, lavar y pulir antes de la prueba.
En este trabajo, la principal diferencia entre los procesos de fabricación de las dos muestras radica en el proceso de mezcla del polvo:
Mezcla química: el polvo de WC se disolvió en una solución de AgNO3 bajo una fuerte corriente. A continuación, la Ag se precipitó gradualmente sobre las partículas de WC tras añadir un reductor para formar el polvo de esqueleto de AgWC.
Mezcla física: el polvo de We y Ag se mezclaron en una mezcladora durante aproximadamente 6 horas para formar el polvo de esqueleto de AgWC.
- Caracterización y prueba de rendimiento eléctrico de la muestra:
Las imágenes metalográficas se obtuvieron con un microscopio Nikon ECLIPSE L150. Las imágenes proyectadas se obtuvieron con un proyector Yixin EV2515. Se utilizó un microscopio electrónico de barrido JEOL JSM-6390A para comprobar la morfología de la fractura, y una máquina de ensayos universal SANS-CMT para medir la resistencia a la fractura. La prueba de rendimiento eléctrico se realizó a 440 V/18 kΩ, con una rutina de prueba OtOtO. La energía de las fases R, S y T es de 370,2 A⁻², 437,6 A⁻² y 315,7 A⁻², respectivamente.
2. Resultados y discusión
En este artículo, marcamos la muestra de mezcla química como muestra 1 y la muestra de mezcla física como muestra 2.
- Estructuras metalográficas:
Los dos procesos de mezcla mencionados anteriormente dan lugar a microestructuras diferentes, como se muestra en la figura 1.
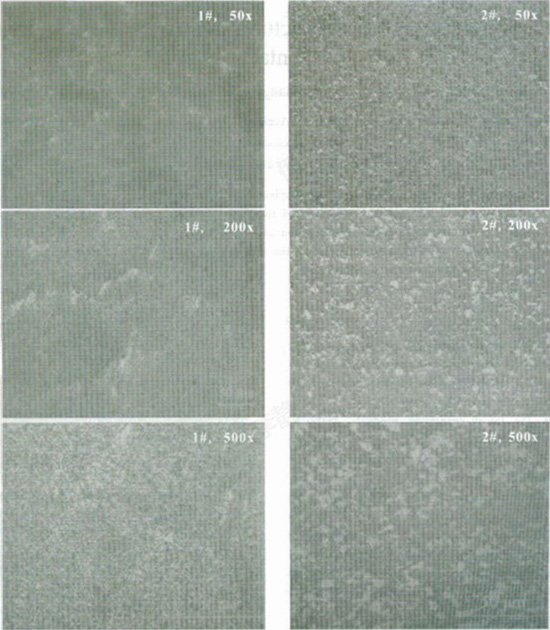
Figura 1 Imágenes metalográficas en diferentes magnitudes de las dos muestras.
En las imágenes de 50 aumentos, se observa que la muestra 1 presenta una estructura metalográfica no homogénea, con una microestructura global dividida en varias áreas por el borde de aglomeración de plata, mientras que la muestra 2 presenta una estructura metalográfica uniforme sin áreas divididas.
Sin embargo, al aumentar el aumento del microscopio a 200x y 500x, la estructura metalográfica en el microdominio de la muestra 1 se vuelve homogénea, sin agregación significativa de Ag ni de WC. Por el contrario, se observan diferentes formas de agregaciones de Ag y WC mayores de 10 μm en la metalografía de la muestra 2.
Esta diferencia se atribuye a los distintos procesos de mezcla de polvos:
por un lado, la Ag se precipita sobre cada partícula de WC para formar una capa de plata durante el proceso de mezcla química, lo que produce una distribución homogénea del WC sobre el fondo de Ag en la estructura del microdominio, sin ninguna agregación evidente. Sin embargo, en este proceso, se introduce una unión estrecha entre las partículas de Ag y WC, y la distribución de W en el fondo de Ag se vuelve demasiado uniforme. Por lo tanto, la Ag queda ligada al WC, lo que disminuye drásticamente su fluidez. Se produce contracción en procesos posteriores, como la peletización y la presinterización, en los que la Ag no puede actuar como amortiguador debido a su falta de fluidez. Por lo tanto, el esqueleto experimenta una contracción no homogénea derivada del desajuste térmico y la distribución desigual de la tensión, lo que deriva en una microestructura con diferentes áreas. Además, el canal poroso entre el esqueleto es demasiado estrecho para el flujo de Ag, lo que impide la reorganización de las partículas de WC durante la infiltración y mantiene estas áreas en la estructura final de la muestra.
Por otro lado, la mezcla física produce un polvo de esqueleto de AgWC mucho menos homogéneo que la mezcla química, y debido a su alta energía superficial, las partículas de WC tienden a agregarse durante el proceso de mezcla. Como resultado, se producen agregaciones de WC junto con las de Ag en la estructura de microdominios de la muestra 2, lo que resulta en una fluidez mucho mejor de la Ag. La Ag que fluye libremente actúa como amortiguador cuando el esqueleto experimenta un desajuste térmico y una distribución desigual de tensiones durante el proceso de peletización y presinterización. Especialmente durante la infiltración, se produce una reorganización significativa de las partículas gracias al canal poroso amplio y liso, lo que induce una distribución homogénea de las agregaciones de WC en toda la estructura.
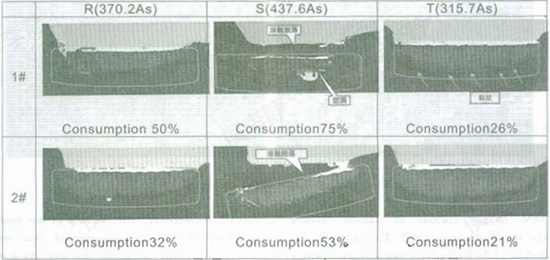
Se evaluaron las propiedades eléctricas de las dos muestras de AgWC40. Los datos de consumo de cada contacto después de la prueba eléctrica se presentan en la tabla 1. Se puede observar que el consumo de la muestra 2 es menor que el de la muestra 1 en cada fase, lo que denota que la muestra 2 posee una mejor capacidad antierosión.
Tabla 1 Contenido residual de dos muestras después de la prueba eléctrica (440 V/18 KA, OtOtO)
Suponemos que esta diferencia en la capacidad antierosión se origina en la diferencia en las microestructuras.
Como se discutió anteriormente, en el caso de la mezcla química, el canal de poro en el esqueleto es demasiado estrecho para el flujo de Ag en el proceso de infiltración. Además, Ag no humedece tan bien el WC. Como resultado, Ag no se infiltra completamente a través de la microestructura, por lo tanto no puede formar una red conectada y deriva en una microestructura suelta. Este tipo de microestructura puede dañarse fácilmente por el arco de alta energía y muestra una capacidad antierosión pobre.
Sin embargo, la mezcla física mejora la fluidez de Ag: en el caso de la mezcla física, existen agregaciones generalizadas de Ag en la estructura, lo que denota la existencia de un canal de poro espacioso conectado. Como resultado, Ag podría fluir libremente a través del esqueleto, y la placa de Ag debajo podría ingresar fácilmente al esqueleto después de fundirse a través del canal de poro generalizado. Con la agregación de Ag y WC distribuida homogéneamente, cada microdominio equivale a un sistema de microinfiltración: la agregación de Ag proporciona Ag a la agregación de WC para su infiltración, mientras que la agregación de WC recibe el aporte de la placa de Ag subyacente a través del canal poroso. Como resultado, la Ag se infiltra completamente a través de todo el esqueleto y forma una red conectada, mejorando así la unión interna y, por consiguiente, la capacidad antierosión del material.
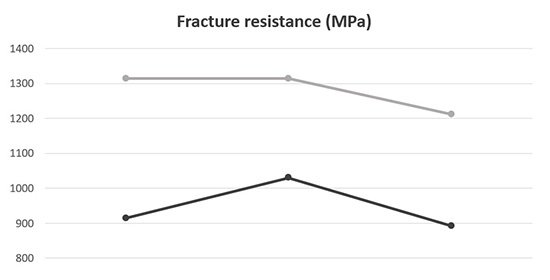
Figura 2 Resistencia a la fractura de las dos muestras
Se caracterizaron la resistencia a la fractura y la morfología de las muestras para demostrar el análisis anterior.
La resistencia a la fractura de la muestra 2 es mucho mayor que la de la muestra 1 (Figura 2). Como es bien sabido, la resistencia a la fractura refleja la adherencia interna de un material. Por lo tanto, la adherencia interna de la muestra 2 debería ser mejor que la de la muestra .
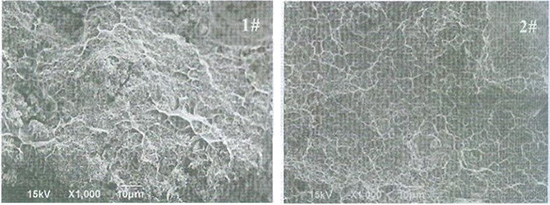
Figura 3 Imágenes SEM de las fracturas de la muestra
Las imágenes SEM (1000x) de la morfología de la fractura de la muestra se muestran en la Figura 3. La diminuta partícula esférica corresponde a WC, mientras que la estructura reticular brillante corresponde a Ag. En la muestra 1, la red de Ag es fragmentaria y discontinua, y la presencia de partículas de WC en la superficie de la fractura indica que la Ag no se infiltró completamente a través de la estructura. Sin embargo, en la muestra 2, se observó claramente una red de Ag conectada; además, las partículas de WC se desvanecieron debido a la cobertura de Ag, lo que indica que la Ag se infiltró prácticamente en toda la estructura.
3. Conclusión
Se fabricaron dos tipos de material AgWC40 mediante diferentes procesos. Un material mostró una mayor capacidad antierosión en la prueba eléctrica que el otro. El análisis infiere que el proceso de mezcla física de polvos da como resultado una microestructura más homogénea del material. Además, con este proceso, la fluidez de la Ag mejora considerablemente, infiltrándose completamente en toda la estructura. Como resultado, se forma una red de Ag conectada, lo que aumenta la unión interna y, por consiguiente, la capacidad antierosión del material.